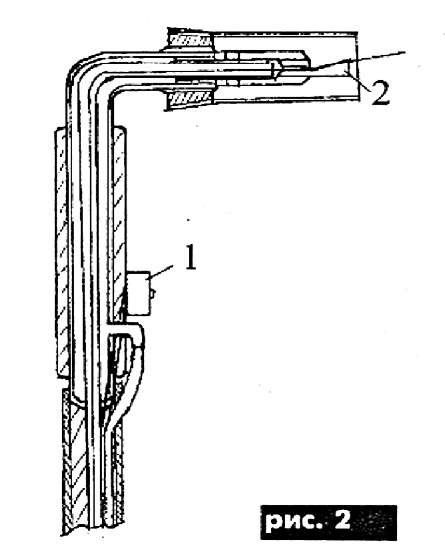
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Описание Полуавтомат имеет в одном корпусе источник сварочного тока и подающий механизм с тормозным устройством. Для стыковки со сварочной горелкой применен евро-разъем. Схема регулировки скорости подачи проволоки от сварочного тока позволяет переключать пределы сварочного тока, не подстраивая подачу проволоки. Изделие надежно и просто в эксплуатации и обслуживании. От ПДГ его отличает расширенная схема управления подачей сварочной проволоки которая позволяет осуществить следующие режимы работы: - сварка непрерывного шва - сварка короткого шва - сварка дуговыми заклепками - ПДГ обладает высокими характеристиками сварного шва и малым разбрызгиванием металла.












О чем речь? Настройка полуавтомата для сварки нужна не только при первом запуске оборудования, а перед каждым использованием. В случае ошибки шов получится тоньше или толще необходимого, произойдет разбрызгивание металла.









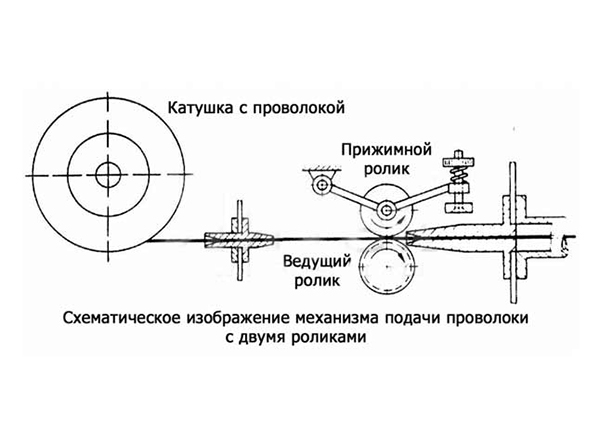
Аналоговая схема на интегральном стабилизаторе ЕН8Б. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты. Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.